31.10.2009 FR Journal officiel de l'Union européenne L 285/10
________________________________________
DIRECTIVE 2009/125/CE DU PARLEMENT EUROPÉEN ET DU CONSEIL
du 21 octobre 2009
établissant un cadre pour la fixation d’exigences en matière d’écoconception applicables aux produits liés à l’énergie
(refonte)
(Texte présentant de l'intérêt pour l'EEE)
LE PARLEMENT EUROPÉEN ET LE CONSEIL DE L’UNION EUROPÉENNE,
vu le traité instituant la Communauté européenne, et notamment son article 95,
vu la proposition de la Commission,
vu l’avis du Comité économique et social européen (1),
statuant conformément à la procédure visée à l’article 251 du traité (2),
considérant ce qui suit:
(1) La directive 2005/32/CE du Parlement européen et du Conseil du 6 juillet 2005 établissant un cadre pour la fixation d’exigences en matière d’écoconception applicables aux produits consommateurs d’énergie (3) a été modifiée de façon substantielle. Étant donné que de nouvelles modifications s’imposent, qui sont strictement limitées à l’extension du champ d’application de ladite directive en vue d’y inclure l’ensemble des produits liés à l’énergie, il convient, dans un souci de clarté, de procéder à la refonte de ladite directive.
(2) Les disparités entre les législations ou les mesures administratives adoptées par les États membres en matière d’écoconception des produits liés à l’énergie peuvent engendrer des entraves au commerce et fausser la concurrence dans la Communauté et pourraient donc avoir un impact direct sur l’établissement et le fonctionnement du marché intérieur. L’harmonisation des législations nationales est le seul moyen d’éviter ces entraves au commerce et de prévenir la concurrence déloyale. L’extension du champ d’application à l’ensemble des produits liés à l’énergie permet d’harmoniser, au niveau de la Communauté, les exigences d’écoconception applicables à tout produit significatif lié à l’énergie.
(3) Les produits liés à l’énergie représentent une large part de la consommation de ressources naturelles et d’énergie dans la Communauté. Ils ont également un certain nombre d’autres impacts environnementaux importants. Des degrés d’impact sur l’environnement très divers sont observés pour la grande majorité des groupes de produits disponibles sur le marché communautaire, même si ceux-ci présentent des performances fonctionnelles similaires. Dans l’intérêt du développement durable, il y a lieu d’encourager l’amélioration permanente de l’impact environnemental global de ces produits, notamment en recensant les principales sources d’impacts négatifs sur l’environnement et en évitant tout transfert de pollution, lorsque cette amélioration n’entraîne pas de coûts excessifs.
(4) De nombreux produits liés à l’énergie présentent un potentiel significatif d’amélioration dans le but de réduire les impacts environnementaux et de réaliser des économies d’énergie au moyen d’une amélioration de la conception qui entraîne également des économies financières pour les entreprises et les utilisateurs finals. Outre les produits qui utilisent de l’énergie ou qui permettent la génération, le transfert ou la mesure de l’énergie, certains produits liés à l’énergie, y compris les produits utilisés dans la construction, tels que les fenêtres, les matériaux d’isolation, ou certains produits consommant de l’eau, tels que les pommeaux de douche ou les robinets, pourraient aussi contribuer à d’importantes économies d’énergie durant leur utilisation.
(5) L’écoconception des produits est un axe essentiel de la stratégie communautaire sur la politique intégrée des produits. En tant qu’approche préventive, visant à optimiser les performances environnementales des produits tout en conservant leur qualité d’usage, elle présente des opportunités nouvelles et réelles pour le fabricant, le consommateur et la société dans son ensemble.
(6) L’amélioration de l’efficacité énergétique – l’une des options disponibles à cet effet résidant dans une utilisation finale plus efficace de l’électricité – est considérée comme un facteur contribuant de manière substantielle à la réalisation des objectifs de réduction des émissions de gaz à effet de serre dans la Communauté. La demande en électricité est le secteur de consommation finale d’énergie qui connaît l’expansion la plus rapide; selon les projections établies, elle devrait augmenter au cours des vingt à trente prochaines années, en l’absence de toute action politique visant à contrer cette tendance. Une réduction sensible de la consommation d’énergie est possible, comme l’indique la Commission dans son programme européen sur le changement climatique (PECC). Le changement climatique est l’une des priorités du sixième programme d’action communautaire pour l’environnement établi par la décision no 1600/2002/CE du Parlement européen et du Conseil (4). Les économies d’énergie sont le moyen le plus efficace par rapport aux coûts d’améliorer la sécurité d’approvisionnement et de réduire la dépendance à l’égard des importations. Il convient donc d’agir réellement sur la demande et de fixer des objectifs substantiels en la matière.
(7) Il convient d’agir au cours de la phase de conception du produit lié à l’énergie, puisqu’il s’avère que la pollution causée durant le cycle de vie d’un produit est déterminée à ce stade, et que la plupart des coûts associés sont engagés pendant cette phase.
(8) Il convient d’établir un cadre cohérent pour l’application des exigences communautaires en matière d’écoconception applicables aux produits liés à l’énergie en vue d’assurer la libre circulation des produits qui sont conformes auxdites exigences, et d’améliorer leur impact global sur l’environnement. Ces exigences communautaires devraient respecter les principes d’une concurrence loyale et du commerce international.
(9) Il convient de fixer les exigences d’écoconception en tenant compte des objectifs et des priorités du sixième programme d’action communautaire pour l’environnement, y compris, le cas échéant, les objectifs valides dans le cadre des stratégies thématiques pertinentes dudit programme.
(10) La présente directive vise à atteindre un niveau élevé de protection de l’environnement en réduisant l’impact potentiel sur l’environnement des produits liés à l’énergie, ce qui bénéficiera en définitive aux consommateurs et autres utilisateurs finals. Le développement durable requiert également une prise en compte adéquate de l’impact sanitaire, social et économique des mesures envisagées. L’amélioration de l’efficacité des produits sur le plan énergétique et sur celui de l’utilisation des ressources contribue à la sécurité d’approvisionnement énergétique et à la baisse de la demande de ressources naturelles, conditions préalables à une activité économique saine et donc au développement durable.
(11) Si un État membre estime nécessaire de maintenir des dispositions nationales justifiées par des exigences prépondérantes relatives à la protection de l’environnement, ou d’introduire de nouvelles dispositions fondées sur des preuves scientifiques nouvelles relatives à la protection de l’environnement en raison d’un problème spécifique à cet État membre, qui surgit après l’adoption de la mesure d’exécution applicable, il peut le faire dans les conditions fixées à l’article 95, paragraphes 4, 5 et 6, du traité, qui prévoit une notification préalable à la Commission et l’approbation de celle-ci.
(12) Afin de maximiser les avantages que l’amélioration de la conception présente pour l’environnement, il peut s’avérer nécessaire d’informer les consommateurs des caractéristiques et de la performance environnementales des produits liés à l’énergie et de leur donner des conseils afin d’utiliser les produits d’une manière respectant l’environnement.
(13) L’approche établie dans la communication de la Commission du 18 juin 2003 intitulée «Politique intégrée des produits – développement d’une réflexion environnementale axée sur le cycle de vie», qui est l’un des principaux éléments novateurs du sixième programme d’action communautaire pour l’environnement, vise à réduire l’impact environnemental du produit tout au long de son cycle de vie, y compris en ce qui concerne la sélection et l’utilisation des matières premières, la fabrication, le conditionnement, le transport et la distribution, l’installation et l’entretien, l’utilisation et la fin de vie. Prendre en considération, au stade de la conception, l’impact environnemental d’un produit tout au long de son cycle de vie pourrait aisément faciliter l’amélioration de la performance environnementale avec un bon rapport coût/efficacité, y compris en termes de ressources et d’efficacité des matériaux, et contribuer ainsi à réaliser les objectifs de la stratégie thématique sur l’utilisation durable des ressources naturelles. Il y a lieu de prévoir une flexibilité suffisante pour permettre à ce facteur d’être intégré dans la conception du produit, tout en tenant compte des considérations techniques, fonctionnelles et économiques.
(14) Bien qu’une approche globale de la performance environnementale soit souhaitable, la réduction des émissions de gaz à effet de serre par l’amélioration de l’efficacité énergétique devrait être considérée comme un objectif environnemental prioritaire en attendant l’adoption d’un plan de travail.
(15) Il peut être nécessaire et justifié d’établir des exigences d’écoconception spécifiques quantifiées pour certains produits ou certaines caractéristiques environnementales de ceux-ci, en vue de réduire au minimum leur impact sur l’environnement. Compte tenu de la nécessité urgente de contribuer au respect des engagements pris dans le cadre du protocole de Kyoto à la convention-cadre des Nations unies sur les changements climatiques, et sans préjudice de l’approche intégrée encouragée dans la présente directive, il convient d’accorder une certaine priorité aux mesures qui présentent un fort potentiel de réduction à faible coût des émissions de gaz à effet de serre. De telles mesures peuvent également concourir à l’utilisation durable des ressources et apporter une contribution importante au cadre décennal de programmes sur la production et la consommation durables adopté lors du sommet mondial sur le développement durable, qui s’est tenu à Johannesburg du 26 août au 4 septembre 2002.
(16) Selon un principe général, et le cas échéant, la consommation d’énergie des produits liés à l’énergie en mode veille ou arrêt devrait être réduite au minimum nécessaire pour leur bon fonctionnement.
(17) Les produits ou technologies les plus performants disponibles sur le marché, y compris sur les marchés internationaux, étant à prendre pour référence, le niveau des exigences d’écoconception devrait être établi sur la base d’analyses technique, économique et environnementale. La souplesse de la méthode d’établissement du niveau d’exigences peut faciliter l’amélioration rapide de la performance environnementale. Il y a lieu de consulter et de faire collaborer activement les parties intéressées à cette analyse. La fixation de mesures contraignantes requiert une consultation adéquate des parties concernées. Cette consultation peut mettre en évidence le besoin d’une mise en œuvre progressive ou de mesures transitoires. L’introduction d’objectifs intermédiaires contribue à une meilleure prédiction de l’évolution de la politique, permet d’adapter les cycles de développement du produit et facilite la planification à long terme pour les parties intéressées.
(18) Il convient d’accorder la priorité aux solutions alternatives comme l’autoréglementation par l’industrie, lorsqu’elles peuvent permettre d’atteindre les objectifs stratégiques plus rapidement ou de manière moins onéreuse que des exigences contraignantes. Des mesures législatives peuvent être nécessaires lorsque les forces du marché ne parviennent pas à progresser dans la bonne direction ou à une vitesse acceptable.
(19) L’autoréglementation, y compris les accords volontaires donnés comme engagements unilatéraux de la part de l’industrie, peut permettre des progrès rapides en raison d’une mise en œuvre immédiate et efficace en termes de coûts, et elle permet une évolution souple et adaptée aux options technologiques et aux sensibilités du marché.
(20) Aux fins de l’évaluation d’accords volontaires ou autres mesures d’autoréglementation présentés en remplacement de mesures d’exécution, des informations doivent être au moins fournies sur les aspects suivants: libre participation, valeur ajoutée, représentativité, objectifs quantifiés et échelonnés, participation de la société civile, suivi et rapports, rapport coût/efficacité de la gestion d’une initiative d’autoréglementation et durabilité.
(21) La communication de la Commission du 17 février 2002 intitulée «Les accords environnementaux conclus au niveau communautaire dans le cadre du plan d’action “Simplifier et améliorer l’environnement réglementaire”» pourrait fournir des orientations utiles pour évaluer l’autoréglementation de l’industrie dans le cadre de la présente directive.
(22) La présente directive devrait également favoriser l’intégration du concept d’écoconception au sein des petites et moyennes entreprises (PME) et des très petites entreprises. Cette intégration pourrait être facilitée par des informations largement disponibles et aisément accessibles sur la durabilité de leurs produits.
(23) Les produits liés à l’énergie qui sont conformes aux exigences d’écoconception établies dans les mesures d’exécution de la présente directive devraient porter le marquage CE et les informations associées, afin de pouvoir être mis sur le marché intérieur et y circuler librement. L’application stricte de mesures d’exécution est nécessaire pour réduire l’impact des produits liés à l’énergie réglementés sur l’environnement et garantir une concurrence loyale.
(24) Lors de l’élaboration des mesures d’exécution et du plan de travail, la Commission devrait consulter des représentants des États membres ainsi que les parties intéressées concernées par le groupe de produits telles que le secteur de production, y compris les PME et le secteur artisanal, les syndicats, les opérateurs commerciaux, les détaillants, les importateurs, les associations de protection de l’environnement et les organisations de consommateurs.
(25) Lorsque la Commission élabore des mesures d’exécution, elle devrait également tenir dûment compte de la législation nationale existante en matière d’environnement dont les États membres ont fait valoir qu’elle devrait être préservée, en particulier celle relative aux substances toxiques, et éviter de diminuer les niveaux de protection existants et justifiés dans les États membres.
(26) Il convient d’accorder une considération particulière aux modules et règles destinés à être utilisés dans les directives d’harmonisation technique qui sont prévus par la décision no 768/2008/CE du Parlement européen et du Conseil du 9 juillet 2008 relative à un cadre commun pour la commercialisation des produits (5).
(27) Les autorités de surveillance devraient échanger des informations sur les mesures envisagées dans le champ d’application de la présente directive en vue d’améliorer la surveillance du marché, compte tenu du règlement (CE) no 765/2008 du Parlement européen et du Conseil du 9 juillet 2008 fixant les prescriptions relatives à l’accréditation et à la surveillance du marché dans le contexte de la commercialisation des produits (6). Cette coopération devrait exploiter au maximum les moyens de communication électroniques et les programmes communautaires pertinents. L’échange d’informations sur les performances environnementales durant le cycle de vie et sur les résultats obtenus grâce aux solutions en matière de conception devrait également être facilité. L’accumulation et la diffusion de l’ensemble des connaissances découlant des efforts d’écoconception déployés par les fabricants constituent des avantages essentiels de la présente directive.
(28) Un organe compétent est généralement un organe public ou privé désigné par les autorités publiques qui présente les garanties nécessaires d’impartialité et de compétence technique pour effectuer la vérification du produit quant à sa conformité avec les mesures d’exécution applicables.
(29) Sachant qu’il importe d’éviter la non-conformité, les États membres devraient veiller à ce que les moyens nécessaires pour une surveillance efficace du marché soient disponibles.
(30) En ce qui concerne la formation et l’information en matière d’écoconception destinée aux PME, il peut être judicieux d’envisager des activités complémentaires.
(31) Il est dans l’intérêt du fonctionnement du marché intérieur de disposer de normes harmonisées au niveau communautaire. Une fois la référence à une telle norme publiée au Journal officiel de l’Union européenne, une présomption de conformité avec les exigences correspondantes fixées dans la mesure d’exécution adoptée sur la base de la présente directive devrait découler du respect de cette norme, même s’il devrait être possible d’attester cette conformité par d’autres moyens.
(32) Une des principales fonctions des normes harmonisées devrait être d’aider les fabricants dans l’application des mesures d’exécution adoptées en vertu de la présente directive. Ces normes pourraient être essentielles dans l’établissement des méthodes de mesure et d’essai. Dans le cas des exigences d’écoconception génériques, les normes harmonisées pourraient contribuer de façon importante à guider les fabricants dans l’établissement du profil écologique de leurs produits conformément aux exigences de la mesure d’exécution applicable. Ces normes devraient indiquer clairement le lien entre leurs dispositions et les exigences visées. Les normes harmonisées ne devraient pas avoir pour finalité d’établir des limites pour les caractéristiques environnementales.
(33) Aux fins des définitions utilisées dans la présente directive, il est utile de se référer aux normes internationales pertinentes, telles que la norme ISO 14040.
(34) La présente directive est conforme à certains principes de mise en œuvre de la nouvelle approche établie dans la résolution du Conseil du 7 mai 1985 concernant une nouvelle approche en matière d’harmonisation technique et de normalisation (7) et de référence à des normes européennes harmonisées. La résolution du Conseil du 28 octobre 1999 sur le rôle de la normalisation en Europe (8) recommande que la Commission examine si le principe de la nouvelle approche pourrait être étendu aux secteurs qui ne sont pas encore couverts, en vue d’améliorer et de simplifier la législation lorsque cela est possible.
(35) La présente directive est complémentaire par rapport aux instruments communautaires existants, tels que la directive 92/75/CEE du Conseil du 22 septembre 1992 concernant l’indication de la consommation des appareils domestiques en énergie et en autres ressources par voie d’étiquetage et d’informations uniformes relatives aux produits (9), le règlement (CE) no 1980/2000 du Parlement européen et du Conseil du 17 juillet 2000 établissant un système communautaire révisé d’attribution du label écologique (10), la directive 2002/96/CE du Parlement européen et du Conseil du 27 janvier 2003 relative aux déchets d’équipements électriques et électroniques (DEEE) (11), la directive 2002/95/CE du Parlement européen et du Conseil du 27 janvier 2003 relative à la limitation de l’utilisation de certaines substances dangereuses dans les équipements électriques et électroniques (12), la directive 2006/121/CE du Parlement européen et du Conseil du 18 décembre 2006 modifiant la directive 67/548/CEE du Conseil concernant le rapprochement des dispositions législatives, réglementaires et administratives relatives à la classification, l’emballage et l’étiquetage des substances dangereuses afin de l’adapter au règlement (CE) no 1907/2006 concernant l’enregistrement, l’évaluation et l’autorisation des substances chimiques ainsi que les restrictions applicables à ces substances (REACH), et instituant une agence européenne des produits chimiques (13) et le règlement (CE) no 106/2008 du Parlement européen et du Conseil du 15 janvier 2008 concernant un programme communautaire d’étiquetage relatif à l’efficacité énergétique des équipements de bureau (14). Les synergies entre la présente directive et les instruments communautaires préexistants devraient contribuer à améliorer leurs impacts respectifs et à établir des exigences cohérentes à appliquer par les fabricants.
(36) Il convient d’adopter les mesures nécessaires pour la mise en œuvre de la présente directive conformément à la décision 1999/468/CE du Conseil du 28 juin 1999 fixant les modalités de l’exercice des compétences d’exécution conférées à la Commission (15).
(37) Il convient en particulier d’habiliter la Commission à modifier ou abroger la directive 92/42/CEE (16) du Conseil, et les directives du Parlement européen et du Conseil 96/57/CE (17) et 2000/55/CE (18). Il y a lieu d’arrêter cette modification ou abrogation selon la procédure de réglementation avec contrôle prévue à l’article 5 bis de la décision 1999/468/CE.
(38) En outre, il convient d’habiliter la Commission à adopter des mesures d’exécution fixant des exigences en matière d’écoconception pour certains produits liés à l’énergie, y compris l’adoption de mesures d’exécution pendant la période transitoire, et, le cas échéant, des dispositions concernant l’équilibrage des différentes caractéristiques environnementales. Ces mesures ayant une portée générale et ayant pour objet de modifier des éléments non essentiels de la présente directive en la complétant par l’ajout de nouveaux éléments non essentiels, elles doivent être arrêtées selon la procédure de réglementation avec contrôle prévue à l’article 5 bis de la décision 1999/468/CE.
(39) En se fondant sur l’expérience acquise dans la mise en œuvre de la présente directive, de la directive 2005/32/CE et des mesures d’exécution, la Commission devrait examiner le fonctionnement, les méthodes et l’efficacité de la présente directive et évaluer le bien-fondé d’élargir son champ d’application au-delà des produits liés à l’énergie. Il convient, ce faisant, qu’elle consulte les représentants des États membres ainsi que les parties intéressées.
(40) Les États membres devraient déterminer les sanctions à appliquer en cas de violation des dispositions nationales arrêtées en application de la présente directive. Ces sanctions devraient être efficaces, proportionnées et dissuasives.
(41) Étant donné que l’objectif de la présente directive, à savoir assurer le fonctionnement du marché intérieur en exigeant que les produits atteignent un niveau satisfaisant de performance environnementale, ne peut pas être réalisé de manière suffisante par les États membres et peut donc, en raison de sa dimension et de ses effets, être mieux réalisé au niveau communautaire, la Communauté peut prendre des mesures, conformément au principe de subsidiarité consacré à l’article 5 du traité. Conformément au principe de proportionnalité tel qu’énoncé audit article, la présente directive n’excède pas ce qui est nécessaire pour atteindre cet objectif.
(42) L’obligation de transposer la présente directive en droit national devrait être limitée aux dispositions qui constituent une modification de fond par rapport à la directive 2005/32/CE. L’obligation de transposer les dispositions inchangées résulte de la directive 2005/32/CE.
(43) La présente directive ne devrait pas porter atteinte aux obligations des États membres concernant les délais de transposition en droit national des directives indiqués à l’annexe IX, partie B.
(44) Conformément au point 34 de l’accord interinstitutionnel «Mieux légiférer» (19), les États membres sont encouragés à établir, pour eux-mêmes et dans l’intérêt de la Communauté, leurs propres tableaux, qui illustrent, dans la mesure du possible, la concordance entre la présente directive et les mesures de transposition, et à les rendre publics,
ONT ARRÊTÉ LA PRÉSENTE DIRECTIVE:
Article premier
Objet et champ d’application
1. La présente directive établit un cadre pour la fixation d’exigences communautaires en matière d’écoconception applicables aux produits liés à l’énergie, afin de garantir la libre circulation de ces produits sur le marché intérieur.
2. La présente directive fixe les exigences que les produits liés à l’énergie couverts par des mesures d’exécution doivent remplir pour être mis sur le marché et/ou mis en service. Elle contribue au développement durable en augmentant l’efficacité énergétique et le niveau de protection de l’environnement, tout en accroissant la sécurité de l’approvisionnement énergétique.
3. La présente directive ne s’applique pas aux moyens de transport de personnes ou de marchandises.
4. La présente directive et les mesures d’exécution adoptées en vertu de celle-ci sont sans préjudice de la législation communautaire en matière de gestion des déchets et de la législation communautaire en matière de produits chimiques, notamment la législation communautaire sur les gaz à effet de serre fluorés.
Article 2
Définitions
Aux fins de la présente directive, on entend par:
1) «produit lié à l’énergie» («produit»), tout bien ayant un impact sur la consommation d’énergie durant son utilisation qui est mis sur le marché et/ou mis en service, y compris les pièces prévues pour être intégrées dans un produit lié à l’énergie visé par la présente directive et qui sont mises sur le marché et/ou mises en service sous forme de pièces détachées destinées aux utilisateurs finals et dont la performance environnementale peut être évaluée de manière indépendante;
2) «composants et sous-ensembles», les pièces prévues pour être intégrées dans des produits qui ne sont pas mises sur le marché et/ou mises en service sous forme de pièces détachées destinées aux utilisateurs finals ou dont la performance environnementale ne peut pas être évaluée de manière indépendante;
3) «mesures d’exécution», les mesures arrêtées en application de la présente directive établissant des exigences d’écoconception pour des produits définis ou leurs caractéristiques environnementales;
4) «mise sur le marché», la première mise à disposition sur le marché communautaire d’un produit en vue de sa distribution ou de son utilisation dans la Communauté, à titre onéreux ou gratuit, indépendamment de la technique de vente mise en œuvre;
5) «mise en service», la première utilisation d’un produit, aux fins pour lesquelles il a été conçu, par un utilisateur final dans la Communauté;
6) «fabricant», toute personne physique ou morale qui fabrique des produits relevant de la présente directive et qui est responsable de leur conformité avec la présente directive en vue de leur mise sur le marché et/ou de leur mise en service sous le nom du fabricant ou sous sa marque, ou pour l’usage propre du fabricant. En l’absence de fabricant tel que défini dans la première phrase du présent point ou d’importateur tel que défini au point 8, toute personne physique ou morale qui met sur le marché et/ou met en service des produits relevant de la présente directive est considérée comme fabricant;
7) «mandataire», toute personne physique ou morale établie dans la Communauté ayant reçu un mandat écrit du fabricant pour accomplir en son nom tout ou partie des obligations et formalités liées à la présente directive;
8) «importateur», toute personne physique ou morale établie dans la Communauté qui, dans le cadre de ses activités professionnelles, met un produit provenant d’un pays tiers sur le marché communautaire;
9) «matériaux», toutes les matières utilisées au cours du cycle de vie d’un produit;
10) «conception du produit», l’ensemble des processus transformant en spécifications techniques d’un produit les exigences à remplir par le produit au niveau juridique, technique, de la sécurité, du fonctionnement, du marché ou autre;
11) «caractéristique environnementale», tout élément ou fonction d’un produit pouvant, au cours de son cycle de vie, interagir avec l’environnement;
12) «impact sur l’environnement», toute modification de l’environnement, provoquée totalement ou partiellement par un produit au cours de son cycle de vie;
13) «cycle de vie», les étapes successives et interdépendantes d’un produit, depuis l’utilisation des matières premières jusqu’à l’élimination finale;
14) «réemploi», toute opération par laquelle un produit ou ses composants ayant atteint le terme de leur première utilisation sont utilisés aux mêmes fins que celles pour lesquelles ils ont été conçus, y compris l’usage continu d’un produit rapporté à un point de collecte, distributeur, organisme de recyclage ou fabricant, ainsi que la réutilisation d’un produit après sa remise à neuf;
15) «recyclage», le retraitement de déchets, dans un processus de production, aux fins de leur fonction initiale ou à d’autres fins mais à l’exclusion de la valorisation énergétique;
16) «valorisation énergétique», l’utilisation de déchets combustibles comme moyen de génération d’énergie par incinération directe avec ou sans autres déchets mais avec récupération de la chaleur;
17) «récupération», toute opération applicable prévue à l’annexe II B de la directive 2006/12/CE du Parlement européen et du Conseil du 5 avril 2006 relative aux déchets (20);
18) «déchet», toute substance ou tout objet entrant dans les catégories définies à l’annexe I de la directive 2006/12/CE que le détenteur met, se propose de mettre ou est tenu de mettre au rebut;
19) «déchets dangereux», tout déchet couvert par l’article 1er, paragraphe 4, de la directive 91/689/CEE du Conseil du 12 décembre 1991 relative aux déchets dangereux (21);
20) «profil écologique», la description, conformément à la mesure d’exécution applicable au produit, des intrants et extrants (tels que les matières premières, les émissions et les déchets) associés à un produit tout au long de son cycle de vie, qui sont significatifs du point de vue de son impact sur l’environnement et sont exprimés en quantités physiques mesurables;
21) «performance environnementale» d’un produit, le résultat de la gestion des caractéristiques environnementales du produit par le fabricant, comme il ressort de son dossier de documentation technique;
22) «amélioration de la performance environnementale», le processus d’amélioration de la performance environnementale d’un produit au cours des générations successives, même si toutes les caractéristiques environnementales du produit ne sont pas nécessairement concernées en même temps;
23) «écoconception», l’intégration des caractéristiques environnementales dans la conception du produit en vue d’améliorer la performance environnementale du produit tout au long de son cycle de vie;
24) «exigence d’écoconception», toute exigence relative à un produit ou à sa conception et visant à améliorer sa performance environnementale, ou toute exigence relative à la fourniture d’informations concernant les caractéristiques environnementales d’un produit;
25) «exigence d’écoconception générique», toute exigence d’écoconception reposant sur le profil écologique dans son ensemble du produit sans valeurs limites fixes pour des caractéristiques environnementales particulières;
26) «exigence d’écoconception spécifique», toute exigence d’écoconception quantifiée et mesurable relative à une caractéristique environnementale particulière du produit, telle que sa consommation d’énergie en fonctionnement, calculée pour une unité donnée de performance de sortie;
27) «norme harmonisée», une spécification technique adoptée par un organisme de normalisation reconnu dans le cadre d’un mandat délivré par la Commission, conformément à la procédure établie par la directive 98/34/CE du Parlement européen et du Conseil du 22 juin 1998 prévoyant une procédure d’information dans le domaine des normes et réglementations techniques (22), en vue de l’élaboration d’une exigence européenne, dont le respect n’est pas obligatoire.
Article 3
Mise sur le marché et/ou mise en service
1. Les États membres prennent toutes les mesures appropriées pour garantir que les produits couverts par des mesures d’exécution ne puissent être mis sur le marché et/ou mis en service que s’ils sont conformes à ces mesures et qu’ils portent le marquage CE conformément à l’article 5.
2. Les États membres désignent les autorités responsables de la surveillance du marché. Ils veillent à ce que ces autorités possèdent et exercent les pouvoirs nécessaires pour prendre les mesures appropriées qui leur incombent en application de la présente directive. Les États membres définissent les tâches, les pouvoirs et les modalités d’organisation des autorités compétentes qui sont habilitées:
a) à organiser des vérifications appropriées de la conformité des produits, sur une échelle suffisante, et à obliger le fabricant ou son mandataire à retirer du marché les produits non conformes, conformément à l’article 7;
b) à exiger des parties concernées qu’elles fournissent toutes les informations nécessaires, comme indiqué dans les mesures d’exécution;
c) à prélever des échantillons de produits pour les soumettre à des vérifications de conformité.
3. Les États membres tiennent informée la Commission des résultats de la surveillance du marché et, le cas échéant, celle-ci transmet l’information aux autres États membres.
4. Les États membres veillent à ce que les consommateurs et les autres parties intéressées aient la possibilité de présenter des observations aux autorités compétentes sur la conformité des produits.
Article 4
Responsabilités de l’importateur
Si le fabricant n’est pas établi dans la Communauté et en l’absence de mandataire, l’importateur est soumis aux obligations suivantes:
a) garantir que le produit mis sur le marché et/ou mis en service est conforme à la présente directive et à la mesure d’exécution applicable; et
b) conserver et mettre à disposition la déclaration de conformité CE et la documentation technique.
Article 5
Marquage et déclaration de conformité CE
1. Avant la mise sur le marché et/ou la mise en service d’un produit couvert par des mesures d’exécution, un marquage CE est apposé et une déclaration de conformité CE est délivrée par laquelle le fabricant ou son mandataire assure et déclare que le produit est conforme à toutes les dispositions pertinentes de la mesure d’exécution applicable.
2. Le marquage CE est constitué des lettres «CE», telles que reproduites à l’annexe III.
3. La déclaration de conformité CE contient les éléments spécifiés à l’annexe VI et renvoie à la mesure d’exécution pertinente.
4. L’apposition sur un produit de marquages susceptibles d’induire les utilisateurs en erreur quant à la signification ou la forme du marquage CE est interdite.
5. Les États membres peuvent exiger que les informations à fournir conformément à l’annexe I, partie 2, le soient dans leur(s) langue(s) officielle(s) lorsque le produit parvient à l’utilisateur final.
Les États membres permettent également que ces informations soient fournies dans une ou plusieurs autres langues officielles des institutions de l’Union européenne.
Lors de l’application du premier alinéa, les États membres prennent notamment en considération:
a) le fait que les informations puissent ou non être communiquées sous forme de symboles harmonisés, de codes reconnus ou d’autres mesures; et
b) le type d’utilisateur auquel le produit est destiné et la nature des informations à fournir.
Article 6
Libre circulation
1. Les États membres n’interdisent, ne restreignent ni n’empêchent, pour des motifs liés aux exigences d’écoconception relatives aux paramètres d’écoconception visés à l’annexe I, partie 1, qui relèvent de la mesure d’exécution applicable, la mise sur le marché et/ou la mise en service sur leur territoire d’un produit qui est conforme à toutes les dispositions pertinentes de la mesure d’exécution applicable et qui porte le marquage CE conformément à l’article 5.
2. Les États membres n’interdisent, ne restreignent ni n’empêchent, pour des motifs liés aux exigences d’écoconception relatives aux paramètres d’écoconception visés à l’annexe I, partie 1, pour lesquels la mesure d’exécution applicable prévoit qu’aucune exigence d’écoconception n’est nécessaire, la mise sur le marché et/ou la mise en service sur leur territoire d’un produit portant le marquage CE conformément à l’article 5.
3. Les États membres ne s’opposent pas, par exemple lors de foires commerciales, d’expositions, de démonstrations, à la présentation de produits qui ne sont pas en conformité avec les dispositions de la mesure d’exécution applicable, à condition qu’il soit indiqué de manière visible qu’ils ne peuvent pas être mis sur le marché et/ou mis en service avant leur mise en conformité.
Article 7
Clause de sauvegarde
1. Lorsqu’un État membre établit qu’un produit portant le marquage CE visé à l’article 5 et utilisé selon l’usage prévu n’est pas conforme à toutes les dispositions pertinentes de la mesure d’exécution applicable, le fabricant ou son mandataire est tenu de rendre le produit conforme aux dispositions de la mesure d’exécution applicable et/ou au marquage CE et de mettre fin à l’infraction aux conditions imposées par l’État membre.
S’il existe des éléments de preuve suffisants donnant à penser qu’un produit pourrait ne pas être conforme, les États membres prennent les mesures nécessaires, lesquelles, selon le degré de gravité de la non-conformité, peuvent aller jusqu’à l’interdiction de mise sur le marché du produit tant que la conformité n’est pas établie.
Lorsque la non-conformité persiste, l’État membre prend une décision restreignant ou interdisant la mise sur le marché et/ou la mise en service du produit en question ou veille à son retrait du marché.
En cas d’interdiction ou de retrait du marché, la Commission et les autres États membres en sont immédiatement informés.
2. Toute décision prise par un État membre en application de la présente directive qui restreint ou interdit la mise sur le marché et/ou la mise en service d’un produit indique les motifs sur lesquels elle s’appuie.
Cette décision est notifiée immédiatement à l’intéressé, qui est en même temps informé des voies de recours dont il dispose en vertu de la législation en vigueur dans l’État membre concerné ainsi que des délais auxquels ces recours sont soumis.
3. L’État membre informe immédiatement la Commission et les autres États membres de toute décision prise en application du paragraphe 1, en indiquant les raisons de sa décision et notamment si la non-conformité est due:
a) à un manquement aux exigences de la mesure d’exécution applicable;
b) à l’application incorrecte de normes harmonisées visées à l’article 10, paragraphe 2;
c) à des lacunes dans des normes harmonisées visées à l’article 10, paragraphe 2.
4. La Commission consulte immédiatement les parties intéressées et peut recourir aux conseils techniques d’experts extérieurs indépendants.
Après cette consultation, la Commission informe immédiatement de son avis l’État membre qui a pris la décision ainsi que les autres États membres.
Si la Commission considère que la décision est injustifiée, elle en informe immédiatement les États membres.
5. Lorsque la décision visée au paragraphe 1 du présent article repose sur une lacune dans une norme harmonisée, la Commission lance immédiatement la procédure prévue à l’article 10, paragraphes 2, 3 et 4. La Commission en informe en même temps le comité visé à l’article 19, paragraphe 1.
6. Les États membres et la Commission prennent les mesures nécessaires pour garantir la confidentialité requise concernant les informations fournies durant cette procédure, s’il y a lieu.
7. Les décisions prises par les États membres en application du présent article sont rendues publiques d’une manière transparente.
8. L’avis de la Commission sur ces décisions est publié au Journal officiel de l’Union européenne.
Article 8
Évaluation de la conformité
1. Avant de mettre sur le marché un produit couvert par des mesures d’exécution et/ou de mettre en service un tel produit, le fabricant ou son mandataire veille à ce qu’il soit procédé à une évaluation de la conformité du produit à toutes les exigences pertinentes de la mesure d’exécution applicable.
2. Les procédures d’évaluation de la conformité sont spécifiées par les mesures d’exécution et laissent aux fabricants le choix entre le contrôle de conception interne visé à l’annexe IV de la présente directive et le système de management visé à l’annexe V de la présente directive. Lorsqu’elle est dûment justifiée et proportionnelle au risque, la procédure d’évaluation de la conformité est choisie parmi les modules pertinents décrits à l’annexe II de la décision no 768/2008/CE.
Lorsqu’un État membre dispose d’indications sérieuses quant à la non-conformité probable d’un produit, il publie dans les meilleurs délais une évaluation motivée de la conformité du produit concerné, évaluation qui peut être effectuée par un organe compétent, en sorte qu’une action corrective puisse, le cas échéant, être rapidement menée.
Lorsqu’un produit couvert par des mesures d’exécution est conçu par une organisation enregistrée conformément au règlement (CE) no 761/2001 du Parlement européen et du Conseil du 19 mars 2001 permettant la participation volontaire des organisations à un système communautaire de management environnemental et d’audit (EMAS) (23) et que la fonction de conception est couverte par cet enregistrement, le système de management de cette organisation est réputé conforme aux exigences de l’annexe V de la présente directive.
Si un produit couvert par des mesures d’exécution est conçu par une organisation possédant un système de management qui inclut la fonction de conception du produit et qui est mis en œuvre conformément aux normes harmonisées dont les numéros de référence ont été publiés au Journal officiel de l’Union européenne, ce système de management est réputé conforme aux exigences correspondantes de l’annexe V.
3. Après avoir mis sur le marché et/ou mis en service un produit couvert par des mesures d’exécution, le fabricant ou son mandataire conserve tous les documents relatifs à l’évaluation de la conformité effectuée et aux déclarations de conformité délivrées, de manière à permettre leur inspection par les États membres pendant les dix années suivant la fabrication du dernier de ces produits.
Les documents pertinents sont présentés dans les dix jours suivant la réception d’une demande faite par l’autorité compétente d’un État membre.
4. Les documents relatifs à l’évaluation de la conformité et à la déclaration de conformité CE visés à l’article 5 sont rédigés dans l’une des langues officielles des institutions de l’Union européenne.
Article 9
Présomption de conformité
1. Les États membres considèrent qu’un produit portant le marquage CE visé à l’article 5 est conforme aux dispositions pertinentes de la mesure d’exécution applicable.
2. Les États membres considèrent qu’un produit auquel s’appliquent des normes harmonisées dont les numéros de référence ont été publiés au Journal officiel de l’Union européenne est conforme à toutes les exigences pertinentes de la mesure d’exécution applicable à laquelle se rapportent ces normes.
3. Les produits ayant reçu le label écologique communautaire en application du règlement (CE) no 1980/2000 sont présumés conformes aux exigences d’écoconception de la mesure d’exécution applicable, dans la mesure où ces exigences sont couvertes par le label écologique.
4. Aux fins de la présomption de conformité dans le cadre de la présente directive, la Commission peut, conformément à la procédure de réglementation visée à l’article 19, paragraphe 2, décider que d’autres labels écologiques satisfont à des conditions équivalentes à celles imposées au label écologique communautaire conformément au règlement (CE) no 1980/2000. Les produits qui ont reçu un de ces autres labels écologiques sont présumés conformes aux exigences d’écoconception de la mesure d’exécution applicable, dans la mesure où ces exigences sont couvertes par le label écologique en question.
Article 10
Normes harmonisées
1. Dans la mesure du possible, les États membres veillent à ce que des mesures appropriées soient prises pour permettre aux parties intéressées d’être consultées au niveau national sur le processus d’élaboration et de suivi des normes harmonisées.
2. Lorsqu’un État membre ou la Commission considère que des normes harmonisées dont l’application est présumée satisfaire aux dispositions spécifiques d’une mesure d’exécution applicable ne satisfont pas entièrement à ces dispositions, l’État membre concerné ou la Commission en informe le comité permanent institué en vertu de l’article 5 de la directive 98/34/CE, en indiquant les raisons de cette situation. Le comité émet d’urgence un avis.
3. Au vu de cet avis du comité, la Commission décide de publier ou non, de publier avec restriction, de maintenir ou de retirer du Journal officiel de l’Union européenne les références aux normes harmonisées en question.
4. La Commission informe l’organisme européen de normalisation concerné et, s’il y a lieu, délivre un nouveau mandat en vue de la révision des normes harmonisées en question.
Article 11
Exigences concernant les composants et sous-ensembles
Des mesures d’exécution peuvent obliger le fabricant ou son mandataire qui met des composants et des sous-ensembles sur le marché et/ou en service à communiquer au fabricant d’un produit couvert par les mesures d’exécution des informations pertinentes sur la composition matérielle des composants ou sous-ensembles ainsi que sur leur consommation en énergie, en matériaux et/ou en ressources.
Article 12
Coopération administrative et échange d’informations
1. Les États membres prennent les mesures appropriées pour encourager les autorités responsables de la mise en œuvre de la présente directive à coopérer entre elles et à échanger des informations, entre elles et avec la Commission, en vue de contribuer au fonctionnement de la présente directive et en particulier de contribuer à la mise en œuvre de l’article 7.
La coopération administrative et l’échange d’informations reposent autant que possible sur les moyens de communication électroniques et peuvent bénéficier de l’assistance des programmes communautaires pertinents.
Les États membres font savoir à la Commission quelles sont les autorités responsables de la mise en œuvre de la présente directive.
2. La nature précise et la structure des échanges d’informations entre la Commission et les États membres sont décidées selon la procédure de réglementation visée à l’article 19, paragraphe 2.
3. La Commission prend les mesures appropriées pour encourager la coopération entre États membres visée dans le présent article et pour y contribuer.
Article 13
Petites et moyennes entreprises
1. Dans le cadre des programmes dont les petites et moyennes entreprises (PME) et les très petites entreprises peuvent bénéficier, la Commission tient compte d’initiatives qui aident les PME et les très petites entreprises à intégrer des caractéristiques environnementales, y compris l’efficacité énergétique, lors de la conception de leurs produits.
2. Des lignes directrices couvrant les particularités des PME exerçant une activité dans le secteur du produit touché par une mesure d’exécution peuvent accompagner celle-ci. Le cas échéant, et conformément au paragraphe 1, un dispositif spécialisé supplémentaire peut être produit par la Commission afin de faciliter l’application de la présente directive par les PME.
3. Les États membres veillent, en particulier par le renforcement des réseaux et structures de soutien, à encourager les PME et les très petites entreprises à adopter une démarche environnementale dès le stade de la conception du produit et à s’adapter à la future législation européenne.
Article 14
Information du consommateur
Conformément à la mesure d’exécution applicable, les fabricants garantissent, sous la forme qu’ils jugent appropriée, que les consommateurs de produits se voient communiquer:
a) les informations nécessaires sur le rôle qu’ils peuvent jouer dans l’utilisation durable du produit concerné; et
b) lorsque les mesures d’exécution le requièrent, le profil écologique du produit et les avantages de l’écoconception.
Article 15
Mesures d’exécution
1. Un produit qui répond aux critères établis au paragraphe 2 du présent article est couvert par une mesure d’exécution ou par une mesure d’autoréglementation conformément au paragraphe 3, point b), du présent article. Ces mesures d’exécution, qui visent à modifier des éléments non essentiels de la présente directive en la complétant, sont arrêtées en conformité avec la procédure de réglementation avec contrôle visée à l’article 19, paragraphe 3.
2. Les critères visés au paragraphe 1 sont les suivants:
a) le volume de ventes et d’échanges que représente le produit est significatif, c’est-à-dire, à titre indicatif, supérieur à 200 000 unités par an dans la Communauté, selon les chiffres disponibles les plus récents;
b) le produit a, compte tenu des quantités mises sur le marché et/ou mises en service, un impact significatif sur l’environnement dans la Communauté, comme le prévoient les priorités stratégiques de la Communauté prévues par la décision no 1600/2002/CE; et
c) le produit présente un potentiel significatif d’amélioration en ce qui concerne son impact environnemental sans que cela entraîne des coûts excessifs, compte tenu notamment des éléments suivants:
i) il n’y a pas d’autres mesures législatives communautaires pertinentes ou le problème n’a pas été résolu de façon adéquate par le jeu des forces du marché; et
ii) les performances environnementales des produits disponibles sur le marché présentant des fonctionnalités équivalentes sont très inégales.
3. Lorsqu’elle élabore un projet de mesure d’exécution, la Commission tient compte de tout avis rendu par le comité visé à l’article 19, paragraphe 1, ainsi que:
a) des priorités de la Communauté en matière d’environnement, telles que celles définies dans la décision no 1600/2002/CE ou dans le programme européen sur le changement climatique (PECC) de la Commission; et
b) des dispositions communautaires applicables et des mesures d’autoréglementation pertinentes, telles que des accords volontaires, apparaissant, à la suite d’une évaluation réalisée conformément à l’article 17, comme un moyen d’atteindre les objectifs stratégiques plus rapidement ou à moindre coût que des exigences contraignantes.
4. Lors de l’élaboration du projet de mesure d’exécution, la Commission:
a) prend en considération le cycle de vie du produit et toutes les caractéristiques environnementales significatives qui y sont liées, tels que l’efficacité énergétique. La profondeur de l’analyse des caractéristiques environnementales et de leur potentiel d’amélioration est fonction de l’importance de celles-ci. La fixation d’exigences en matière d’écoconception concernant les caractéristiques environnementales importantes d’un produit n’est pas retardée outre mesure en raison d’incertitudes liées aux autres aspects;
b) réalise une évaluation concernant l’impact sur l’environnement, les consommateurs et les fabricants, notamment les PME, en termes de compétitivité, y compris sur les marchés extérieurs à la Communauté, d’innovation, d’accès au marché et de coûts et d’avantages;
c) tient compte de la législation nationale en vigueur en matière d’environnement que les États membres jugent pertinente;
d) procède à des consultations appropriées auprès des parties intéressées;
e) élabore un exposé des motifs du projet de mesure d’exécution fondé sur l’analyse visée au point b); et
f) fixe la ou les dates d’application, les mesures ou périodes transitoires ou mises en œuvre par étapes, compte tenu en particulier des conséquences éventuelles pour les PME, ou pour des groupes de produits spécifiques essentiellement fabriqués par des PME.
5. Les mesures d’exécution satisfont à tous les critères qui suivent:
a) il n’y a pas d’impact négatif significatif sur les fonctionnalités du produit du point de vue de l’utilisateur;
b) la santé, la sécurité et l’environnement ne sont pas compromis;
c) il n’y a pas d’impact négatif significatif sur les consommateurs, en particulier en termes de prix d’achat et de coût lié au cycle de vie du produit;
d) il n’y a pas d’impact négatif significatif sur la compétitivité de l’industrie;
e) en principe, la fixation d’une exigence d’écoconception ne doit pas aboutir à imposer une technologie brevetée aux fabricants; et
f) aucune charge administrative excessive n’est imposée aux fabricants.
6. Les mesures d’exécution établissent des exigences d’écoconception conformément à l’annexe I et/ou à l’annexe II.
Les exigences d’écoconception spécifiques sont introduites pour des caractéristiques environnementales précises ayant un impact non négligeable sur l’environnement.
Les mesures d’exécution peuvent également disposer qu’aucune exigence d’écoconception n’est nécessaire pour certains des paramètres d’écoconception visés à l’annexe I, partie 1.
7. Les exigences sont formulées de manière à garantir que les autorités chargées de la surveillance du marché puissent vérifier la conformité des produits avec les exigences de la mesure d’exécution. La mesure d’exécution précise si la vérification peut être effectuée directement sur le produit ou sur la base de la documentation technique.
8. Les mesures d’exécution comportent les éléments énumérés à l’annexe VII.
9. Les études et les analyses pertinentes utilisées par la Commission pour élaborer les mesures d’exécution doivent être rendues accessibles au public, en tenant compte notamment de la facilité d’accès et d’utilisation pour les PME intéressées.
10. Si nécessaire, une mesure d’exécution établissant des exigences d’écoconception est assortie de dispositions visant à équilibrer les différentes caractéristiques environnementales. Ces mesures, qui visent à modifier des éléments non essentiels de la présente directive en la complétant, sont arrêtées en conformité avec la procédure de réglementation avec contrôle visée à l’article 19, paragraphe 3.
Article 16
Plan de travail
1. Conformément aux critères énoncés à l’article 15 et après consultation du forum consultatif visé à l’article 18, la Commission arrête, au plus tard le 21 octobre 2011, un plan de travail qui est accessible au public.
Le plan de travail énonce, pour les trois années qui suivent, une liste indicative de groupes de produits qui sont considérés comme prioritaires pour l’adoption de mesures d’exécution.
Le plan de travail est modifié périodiquement par la Commission après consultation du forum consultatif.
2. Néanmoins, au cours de la période transitoire, pendant laquelle le premier plan de travail visé au paragraphe 1 du présent article est en cours d’élaboration, et conformément aux critères fixés à l’article 15 et après consultation du forum consultatif, la Commission introduit, le cas échéant, à titre anticipatif:
a) des mesures d’exécution en commençant par les produits qui, selon le PECC, ont un potentiel important de réduction des émissions de gaz à effet de serre en termes de rapport coût/efficacité, tels que les équipements de chauffage et de production d’eau chaude, les systèmes à moteur électrique, l’éclairage dans les secteurs résidentiel et tertiaire, les appareils domestiques, l’équipement de bureau dans les secteurs résidentiel et tertiaire, l’électronique grand public et les systèmes de CVC (chauffage, ventilation et climatisation); et
b) une mesure d’exécution supplémentaire réduisant les pertes en mode veille pour un groupe de produits.
Ces mesures, qui visent à modifier des éléments non essentiels de la présente directive en la complétant, sont arrêtées en conformité avec la procédure de réglementation avec contrôle visée à l’article 19, paragraphe 3.
Article 17
Autoréglementation
Les accords volontaires ou autres mesures d’autoréglementation présentés comme des solutions alternatives aux mesures d’exécution s’inscrivant dans le cadre de la présente directive font l’objet d’une évaluation, tout au moins sur la base de l’annexe VIII.
Article 18
Forum consultatif
La Commission veille à ce que, dans la conduite de ses travaux, soit respectée, pour chaque mesure d’exécution, une participation équilibrée des représentants des États membres et de toutes les parties intéressées par le produit ou groupe de produits en question, par exemple le secteur de production, y compris les PME et le secteur artisanal, les syndicats, les opérateurs commerciaux, les détaillants, les importateurs, les associations de protection de l’environnement et les organisations de consommateurs. Ces parties contribuent en particulier à la définition et à la révision des mesures d’exécution, au contrôle de l’efficacité des mécanismes de surveillance du marché mis en place et à l’évaluation des accords volontaires et autres mesures d’autoréglementation. Ces parties se rencontrent au sein d’un forum consultatif, dont le règlement intérieur est établi par la Commission.
Article 19
Procédure de comité
1. La Commission est assistée par un comité.
2. Dans le cas où il est fait référence au présent paragraphe, les articles 5 et 7 de la décision 1999/468/CE s’appliquent, dans le respect des dispositions de l’article 8 de celle-ci.
La période prévue à l’article 5, paragraphe 6, de la décision 1999/468/CE est fixée à trois mois.
3. Dans le cas où il est fait référence au présent paragraphe, l’article 5 bis, paragraphes 1 à 4, et l’article 7 de la décision 1999/468/CE s’appliquent, dans le respect des dispositions de l’article 8 de celle-ci.
Article 20
Sanctions
Les États membres fixent les règles applicables en cas d’infraction aux dispositions nationales adoptées en application de la présente directive et prennent toute mesure nécessaire pour garantir leur mise en œuvre. Les sanctions ainsi prévues doivent être effectives, proportionnées et dissuasives, en tenant compte du degré de non-conformité et du nombre d’unités non conformes mises sur le marché communautaire. Les États membres communiquent ces dispositions à la Commission au plus tard le 20 novembre 2010, et informent celle-ci sans délai de toute modification ultérieure les concernant.
Article 21
Évaluation
Au plus tard en 2012, la Commission évalue l’efficacité de la présente directive ainsi que de ses mesures d’exécution, y compris, entre autres:
a) la méthodologie utilisée pour identifier et couvrir les paramètres environnementaux importants, tels que l’efficacité énergétique, en considérant l’ensemble du cycle de vie des produits;
b) le seuil des mesures d’exécution;
c) les mécanismes de surveillance du marché; et
d) toute mesure d’autoréglementation pertinente préconisée.
À la suite de cette évaluation, et considérant en particulier l’expérience tirée du champ d’application élargi de la présente directive, la Commission évalue notamment le bien-fondé d’élargir le champ d’application de la directive aux produits non liés à l’énergie afin de réduire significativement les impacts environnementaux tout au long du cycle de vie de ces produits, après consultation du forum consultatif visé à l’article 18, et elle présente, le cas échéant, des propositions au Parlement européen et au Conseil en vue de modifier la présente directive.
Article 22
Confidentialité
Les exigences en matière de fourniture d’informations visées à l’article 11 et à l’annexe I, partie 2, par le fabricant et/ou son mandataire sont proportionnées et tiennent compte de la légitime confidentialité des informations commercialement sensibles.
Article 23
Transposition
1. Les États membres mettent en vigueur les dispositions législatives, réglementaires et administratives nécessaires pour se conformer aux articles 1er à 9, 11, 14, 15 et 20 ainsi qu’aux annexes I à V, VII et VIII au plus tard le 20 novembre 2010. Ils communiquent immédiatement à la Commission le texte de ces dispositions.
Lorsque les États membres adoptent ces dispositions, celles-ci contiennent une référence à la présente directive ou sont accompagnées d’une telle référence lors de leur publication officielle. Elles contiennent également une mention précisant que les références faites, dans les dispositions législatives, réglementaires et administratives en vigueur, à la directive abrogée par la présente directive s’entendent comme faites à la présente directive. Les modalités de cette référence et la formulation de cette mention sont arrêtées par les États membres.
2. Les États membres communiquent à la Commission le texte des dispositions essentielles de droit interne qu’ils adoptent dans le domaine régi par la présente directive.
Article 24
Abrogation
La directive 2005/32/CE, telle que modifiée par la directive visée à l’annexe IX, partie A, est abrogée, sans préjudice des obligations des États membres concernant les délais de transposition en droit national des directives indiqués à l’annexe IX, partie B.
Les références faites à la directive abrogée s’entendent comme faites à la présente directive et sont à lire selon le tableau de correspondance figurant à l’annexe X.
Article 25
Entrée en vigueur
La présente directive entre en vigueur le vingtième jour suivant celui de sa publication au Journal officiel de l’Union européenne.
Article 26
Destinataires
Les États membres sont destinataires de la présente directive.
Fait à Strasbourg, le 21 octobre 2009.
Par le Parlement européen
Le président
J. BUZEK
Par le Conseil
La présidente
C. MALMSTRÖM
________________________________________
(1) JO C 100 du 30.4.2009, p. 120.
(2) Avis du Parlement européen du 24 avril 2009 (non encore paru au Journal officiel) et décision du Conseil du 24 septembre 2009.
(3) JO L 191 du 22.7.2005, p. 29.
(4) JO L 242 du 10.9.2002, p. 1.
(5) JO L 218 du 13.8.2008, p. 82.
(6) JO L 218 du 13.8.2008, p. 30.
(7) JO C 136 du 4.6.1985, p. 1.
(8) JO C 141 du 19.5.2000, p. 1.
(9) JO L 297 du 13.10.1992, p. 16.
(10) JO L 237 du 21.9.2000, p. 1.
(11) JO L 37 du 13.2.2003, p. 24.
(12) JO L 37 du 13.2.2003, p. 19.
(13) JO L 396 du 30.12.2006, p. 1.
(14) JO L 39 du 13.2.2008, p. 1.
(15) JO L 184 du 17.7.1999, p. 23.
(16) JO L 167 du 22.6.1992, p. 17.
(17) JO L 236 du 18.9.1996, p. 36.
(18) JO L 279 du 1.11.2000, p. 33.
(19) JO C 321 du 31.12.2003, p. 1.
(20) JO L 114 du 27.4.2006, p. 9.
(21) JO L 377 du 31.12.1991, p. 20.
(22) JO L 204 du 21.7.1998, p. 37.
(23) JO L 114 du 24.4.2001, p. 1.
________________________________________
ANNEXE I
Méthode de fixation des exigences d’écoconception génériques
(visée à l’article 15, paragraphe 6)
Les exigences d’écoconception génériques ont pour objectif d’améliorer la performance environnementale du produit en visant les caractéristiques environnementales significatives du produit, sans, toutefois, fixer de valeurs limites. La méthode visée à la présente annexe doit être appliquée lorsqu’il n’y a pas lieu d’établir des valeurs limites pour le groupe de produits examiné. La Commission doit identifier, lors de l’élaboration du projet de mesure d’exécution à présenter au comité visé à l’article 19, paragraphe 1, les caractéristiques environnementales significatives et les spécifier dans la mesure d’exécution.
Lorsqu’elle élabore les mesures d’exécution établissant des exigences génériques d’écoconception en application de l’article 15, la Commission doit identifier, en fonction des produits couverts par la mesure d’exécution, les paramètres pertinents en matière d’écoconception parmi ceux qui sont énumérés dans la partie 1, les exigences en matière d’information parmi celles qui sont énumérées dans la partie 2 et les exigences applicables au fabricant énumérées dans la partie 3.
Partie 1. Paramètres d’écoconception des produits
1.1. Dans la mesure où elles sont liées à la conception, les caractéristiques environnementales significatives doivent être identifiées en tenant compte des phases suivantes du cycle de vie du produit:
a) sélection et utilisation des matières premières;
b) fabrication;
c) conditionnement, transport et distribution;
d) installation et entretien;
e) utilisation; et
f) fin de vie, c’est-à-dire l’état d’un produit ayant atteint le terme de sa première utilisation jusqu’à son élimination finale.
1.2. Pour chaque phase, les caractéristiques environnementales suivantes doivent être évaluées, le cas échéant:
a) consommation prévue de matériaux, d’énergie et d’autres ressources telles que l’eau douce;
b) émissions prévues dans l’air, l’eau ou le sol;
c) pollution prévue par des effets physiques tels que le bruit, les vibrations, les rayonnements, les champs électromagnétiques;
d) production prévue de déchets; et
e) possibilités de réemploi, de recyclage et de récupération des matériaux et/ou de l’énergie, compte tenu de la directive 2002/96/CE.
1.3. En particulier, les paramètres suivants doivent être utilisés, le cas échéant, et être complétés par d’autres, si nécessaire, pour évaluer le potentiel d’amélioration des caractéristiques environnementales visées au point 1.2:
a) poids et volume du produit;
b) utilisation de matériaux issus d’activités de recyclage;
c) consommation d’énergie, d’eau et d’autres ressources tout au long du cycle de vie;
d) utilisation de substances classées comme dangereuses pour la santé et/ou l’environnement selon la directive 67/548/CEE du Conseil du 27 juin 1967 concernant le rapprochement des dispositions législatives, réglementaires et administratives relatives à la classification, l’emballage et l’étiquetage des substances dangereuses (1), et en tenant compte de la législation relative à la mise sur le marché et l’utilisation de substances spécifiques, notamment la directive 76/769/CEE du Conseil du 27 juillet 1976 concernant le rapprochement des dispositions législatives, réglementaires et administratives des États membres relatives à la limitation de la mise sur le marché et de l’emploi de certaines substances et préparations dangereuses (2) et la directive 2002/95/CE;
e) quantité et nature des consommables nécessaires pour une utilisation et un entretien corrects;
f) facilité de réemploi et de recyclage mesurée sur la base des éléments suivants: nombre de matériaux et de composants utilisés, utilisation de composants standard, temps nécessaire pour le démontage, complexité des outils requis pour le démontage, utilisation des normes de codification pour l’identification des composants et matériaux pouvant être réutilisés et recyclés (y compris marquage des pièces en plastique conformément aux normes ISO), utilisation de matériaux facilement recyclables, accès facile aux composants et matériaux recyclables précieux et autres, accès facile aux composants et matériaux contenant des substances dangereuses;
g) intégration des composants utilisés;
h) souci d’éviter des solutions techniques préjudiciables pour le réemploi et le recyclage de composants et d’appareils entiers;
i) indicateurs de l’extension de la vie utile: vie utile minimale garantie, délai minimal pour obtenir des pièces de rechange, modularité, extensibilité, réparabilité;
j) quantités de déchets produits et quantités de déchets dangereux produits;
k) rejets dans l’air (gaz à effet de serre, agents acidifiants, composés organiques volatils, substances appauvrissant la couche d’ozone, polluants organiques persistants, métaux lourds, particules fines, particules en suspension), sans préjudice de la directive 97/68/CE du Parlement européen et du Conseil du 16 décembre 1997 sur le rapprochement des législations des États membres relatives aux mesures contre les émissions de gaz et de particules polluants provenant des moteurs à combustion interne destinés aux engins mobiles non routiers (3);
l) rejets dans l’eau (métaux lourds, substances affectant le bilan d’oxygène, polluants organiques persistants); et
m) rejets dans le sol (essentiellement fuites et déversements de substances dangereuses durant la phase d’utilisation du produit et risque de lessivage en cas d’élimination en décharge).
Partie 2. Exigences concernant la fourniture d’informations
Les mesures d’exécution peuvent comprendre l’obligation, pour le fabricant, de fournir des informations pouvant influencer la manière dont le produit est manipulé, utilisé ou recyclé par des personnes autres que celui-ci. Ces informations peuvent inclure, selon les cas:
a) des informations fournies par le concepteur sur le processus de fabrication;
b) des informations destinées aux consommateurs portant sur les caractéristiques et les performances environnementales significatives d’un produit; ces informations accompagnent le produit lors de sa mise sur le marché afin de permettre aux consommateurs de comparer ces aspects des produits;
c) des informations destinées aux consommateurs leur indiquant comment installer, utiliser et entretenir le produit en exerçant un impact minimal sur l’environnement et lui assurer une espérance de vie optimale, ainsi que sur la manière de l’éliminer à la fin de sa vie, et, le cas échéant, des informations relatives à la période de disponibilité des pièces de rechange et aux possibilités d’adaptation des produits; et
d) des informations destinées aux installations de traitement portant sur le démontage, le recyclage ou l’élimination du produit à la fin de sa vie.
Les informations devraient figurer sur le produit lui-même, si possible.
Ces informations doivent tenir compte des obligations imposées par d’autres législations communautaires, comme la directive 2002/96/CE.
Partie 3. Exigences applicables au fabricant
1. Les fabricants de produits doivent procéder à une évaluation du modèle de produit tout au long de son cycle de vie, en tenant compte des caractéristiques environnementales identifiées dans la mesure d’exécution comme susceptibles d’être fortement influencées par la conception du produit et en fondant cette évaluation sur des hypothèses réalistes concernant les conditions normales d’utilisation du produit et l’usage auquel il est destiné. D’autres caractéristiques environnementales peuvent être examinées à titre volontaire.
Sur la base de cette évaluation, les fabricants doivent établir le profil écologique du produit. Ce profil doit reposer sur les caractéristiques pertinentes du produit du point de vue de l’environnement et sur les intrants/extrants tout au long du cycle de vie du produit exprimés en quantités physiques mesurables.
2. Les fabricants doivent recourir à cette évaluation pour évaluer, par rapport à des critères de référence, les autres solutions en matière de conception et l’amélioration obtenue en termes de performances environnementales du produit.
Ces critères doivent être identifiés par la Commission dans la mesure d’exécution sur la base des informations recueillies lors de l’élaboration de la mesure.
Le choix d’un modèle spécifique doit déboucher sur un équilibre raisonnable entre les différentes caractéristiques environnementales et entre ces caractéristiques et les autres aspects pertinents, tels que la sécurité et la santé, les conditions techniques de fonctionnalité, de qualité et de performance et les aspects économiques, y compris les coûts de fabrication et la valeur marchande, tout en respectant l’ensemble de la législation applicable.
________________________________________
(1) JO 196 du 16.8.1967, p. 1.
(2) JO L 262 du 27.9.1976, p. 201.
(3) JO L 59 du 27.2.1998, p. 1.
________________________________________
ANNEXE II
Méthode de fixation des exigences d’écoconception spécifiques
(visée à l’article 15, paragraphe 6)
Les exigences d’écoconception spécifiques ont pour but d’améliorer une caractéristique environnementale déterminée du produit. Elles peuvent viser à réduire la consommation d’une ressource donnée, par exemple en fixant une limite à l’utilisation d’une ressource aux différents stades du cycle de vie du produit, le cas échéant (par exemple, une limitation de la consommation d’eau durant la phase d’utilisation ou des quantités d’un matériau donné pour la production, ou une exigence de quantités minimales de matériaux recyclés à utiliser).
Lorsqu’elle élabore les mesures d’exécution établissant des exigences d’écoconception spécifiques en vertu de l’article 15, la Commission doit identifier, en fonction des produits couverts par la mesure d’exécution, les paramètres d’écoconception applicables parmi ceux visés à l’annexe I, partie 1, et fixer le niveau de ces exigences, conformément à la procédure de réglementation visée à l’article 19, paragraphe 2, comme suit:
1. On doit choisir sur le marché, par le biais d’une analyse technique, environnementale et économique, un certain nombre de modèles représentatifs du produit en question et on doit identifier les options techniques permettant d’améliorer la performance environnementale du produit, en veillant à la viabilité économique des options et en évitant toute diminution importante en termes de performance et d’utilité pour les consommateurs.
L’analyse technique, environnementale et économique doit également identifier, pour les caractéristiques environnementales examinées, les produits et technologies les plus performants disponibles sur le marché.
La performance des produits disponibles sur les marchés internationaux et les critères de référence établis dans la législation d’autres pays devraient être pris en considération lors de l’analyse, de même que lors de la fixation des exigences.
Sur la base de cette analyse et en tenant compte de la faisabilité économique et technique ainsi que des possibilités d’amélioration, des mesures concrètes doivent être prises en vue de minimiser l’impact du produit sur l’environnement.
En ce qui concerne la consommation d’énergie en fonctionnement, le niveau d’efficacité énergétique ou de consommation d’énergie doit être fixé en visant le coût du cycle de vie des modèles représentatifs le plus bas pour les utilisateurs finals, compte tenu des conséquences sur d’autres caractéristiques environnementales. La méthode d’analyse du coût du cycle de vie s’appuie sur un taux d’actualisation réel fondé sur des données fournies par la Banque centrale européenne et une durée de vie réaliste du produit; elle repose sur la somme des variations des prix d’achat (découlant des variations des coûts industriels) et des coûts d’exploitation, qui résultent des niveaux différents des possibilités d’amélioration technique, actualisés sur la durée de vie des modèles représentatifs des produits visés. Les coûts d’exploitation couvrent essentiellement la consommation d’énergie et les frais supplémentaires occasionnés par les autres ressources, telles que l’eau ou les détergents.
Une analyse de sensibilité couvrant les facteurs pertinents, tels que le prix de l’énergie ou des autres ressources, le coût des matières premières ou les coûts de production, les taux d’actualisation, et, le cas échéant, les coûts environnementaux externes, y compris ceux liés à la réduction des émissions de gaz à effet de serre, doit être effectuée pour vérifier si des changements marquants se produisent et si les conclusions générales sont fiables. L’exigence doit être adaptée en conséquence.
Une méthodologie similaire peut être appliquée à d’autres ressources comme l’eau.
2. Des informations disponibles dans le cadre d’autres actions communautaires peuvent être utilisées pour le développement des analyses techniques, environnementales et économiques.
Peuvent également être utilisées des informations extraites de programmes mis en œuvre dans d’autres parties du monde pour fixer les exigences d’écoconception spécifiques applicables aux produits commercialisés dans le cadre des échanges de l’Union européenne avec ses partenaires économiques.
3. La date d’entrée en vigueur de l’exigence doit tenir compte du cycle de reconception du produit.
________________________________________
ANNEXE III
Marquage CE
(visé à l’article 5, paragraphe 2)
Le marquage CE doit avoir une taille minimale de 5 mm. En cas de réduction ou d’agrandissement du marquage CE, les proportions données dans le graphisme gradué figurant ci-dessus doivent être respectées.
Le marquage CE doit être apposé sur le produit. Lorsque cela n’est pas possible, il doit être apposé sur l’emballage et sur les documents d’accompagnement.
________________________________________
ANNEXE IV
Contrôle interne de la conception
(visé à l’article 8, paragraphe 2)
1. La présente annexe décrit la procédure par laquelle le fabricant ou son mandataire qui s’acquitte des obligations énoncées au point 2 assure et déclare que le produit satisfait aux exigences pertinentes de la mesure d’exécution applicable. La déclaration de conformité CE peut s’appliquer à un ou plusieurs produits et doit être conservée par le fabricant.
2. Un dossier de documentation technique rendant possible d’évaluer la conformité du produit avec les exigences de la mesure d’exécution applicable doit être établi par le fabricant.
La documentation doit contenir notamment:
a) une description générale du produit et de son usage prévu;
b) les résultats des études d’évaluation de l’impact environnemental du produit effectuées par le fabricant et/ou des références à des ouvrages spécialisés ou à des études de cas d’évaluation de l’impact sur l’environnement utilisés par le fabricant pour évaluer, documenter et déterminer les solutions envisageables pour la conception du produit;
c) le profil écologique, si la mesure d’exécution l’exige;
d) les éléments de la spécification de la conception du produit relatifs aux aspects de la conception environnementale du produit;
e) une liste des normes appropriées visées à l’article 10, appliquées en totalité ou en partie, et une description des solutions adoptées pour répondre aux exigences de la mesure d’exécution applicable, lorsque les normes visées à l’article 10 n’ont pas été appliquées ou lorsque ces normes ne couvrent pas totalement les exigences de la mesure d’exécution applicable;
f) une copie des informations relatives aux aspects de la conception environnementale du produit fournie en application des exigences visées à l’annexe I, partie 2; et
g) les résultats des mesures effectuées aux fins des exigences d’écoconception, y compris les informations relatives à la conformité de ces mesures avec les exigences d’écoconception établies dans la mesure d’exécution applicable.
3. Le fabricant doit prendre toutes les mesures nécessaires pour garantir que le produit est fabriqué conformément aux spécifications de conception visées au point 2 et aux exigences de la mesure d’exécution qui lui sont applicables.
________________________________________
ANNEXE V
Système de management pour l’évaluation de la conformité
(visé à l’article 8, paragraphe 2)
1. La présente annexe décrit la procédure par laquelle le fabricant qui s’acquitte des obligations énoncées au point 2 assure et déclare que le produit satisfait aux exigences de la mesure d’exécution applicable. La déclaration de conformité CE peut s’appliquer à un ou plusieurs produits et doit être conservée par le fabricant.
2. Un système de management peut être utilisé pour l’évaluation de la conformité d’un produit, à condition que le fabricant applique les éléments environnementaux précisés au point 3.
3. Éléments environnementaux du système de management
Le présent point précise les éléments que doit comporter un système de management et les procédures par lesquelles le fabricant peut apporter la preuve de la conformité du produit avec les exigences de la mesure d’exécution applicable.
3.1. Politique concernant la performance environnementale du produit
Le fabricant doit être à même de démontrer la conformité avec les exigences de la mesure d’exécution applicable. Il doit également être à même d’offrir un cadre à l’établissement et à l’examen des objectifs et indicateurs de performance environnementale du produit en vue d’améliorer la performance environnementale globale du produit.
Toutes les mesures adoptées par le fabricant pour améliorer la performance environnementale globale d’un produit et en établir le profil écologique, si la mesure d’exécution l’exige, par la conception et la fabrication, doivent être documentées de manière systématique et cohérente, sous forme de procédures et d’instructions écrites.
Ces procédures et instructions doivent comprendre, en particulier, une description appropriée:
a) de la liste des documents qui doivent être élaborés pour démontrer la conformité du produit et – s’il y a lieu – qui doivent être présentés;
b) des objectifs et indicateurs de performance environnementale du produit, de l’organigramme, des responsabilités, des pouvoirs de l’encadrement et de la répartition des ressources en matière de mise en œuvre et d’entretien;
c) des examens et essais qui seront effectués après la fabrication afin de comparer les performances du produit par rapport aux indicateurs de performance environnementale;
d) des procédures de contrôle de la documentation requise et qui garantissent la tenue à jour de celle-ci; et
e) de la méthode de vérification de l’application et de l’efficacité des éléments environnementaux du système de management.
3.2. Planification
Le fabricant doit établir et gérer:
a) les procédures permettant d’établir le profil écologique du produit;
b) les objectifs et indicateurs de performance environnementale du produit relatifs aux options technologiques tenant compte des exigences techniques et économiques; et
c) un programme de réalisation de ces objectifs.
3.3. Mise en œuvre et documentation
3.3.1. La documentation relative au système de management doit respecter, notamment, ce qui suit:
a) les responsabilités et compétences doivent être définies et documentées en vue de garantir une bonne performance environnementale du produit et de rendre compte de son fonctionnement à des fins d’examen et d’amélioration;
b) une documentation doit être établie indiquant les techniques de contrôle et de vérification du modèle mises en œuvre et les processus et mesures systématiques appliqués lors de la conception du produit; et
c) le fabricant doit établir et gérer les informations décrivant les éléments environnementaux clés du système de management et les procédures de contrôle de l’ensemble de la documentation requise.
3.3.2. La documentation relative au produit doit comprendre notamment:
a) une description générale du produit et de son usage prévu;
b) les résultats des études d’évaluation de l’impact environnemental du produit effectuées par le fabricant et/ou des références à des ouvrages spécialisés ou à des études de cas d’évaluation de l’impact sur l’environnement utilisés par le fabricant pour évaluer, documenter et déterminer les solutions envisageables pour la conception du produit;
c) le profil écologique, si la mesure d’exécution l’exige;
d) des documents décrivant les résultats des mesures effectuées aux fins des exigences en matière d’écoconception, y compris les informations relatives à la conformité de ces mesures avec les exigences en matière d’écoconception établies dans la mesure d’exécution applicable;
e) des spécifications établies par le fabricant et précisant, en particulier, les normes appliquées; lorsque les normes visées à l’article 10 ne sont pas mises en œuvre ou lorsqu’elles ne couvrent pas entièrement les exigences de la mesure d’exécution applicable, les moyens utilisés pour assurer la conformité sont indiqués; et
f) une copie des informations relatives aux aspects de la conception environnementale du produit fournies en application des exigences visées à l’annexe I, partie 2.
3.4. Vérification et action corrective
3.4.1. Le fabricant doit:
a) prendre toutes les mesures nécessaires pour garantir que le produit est fabriqué conformément à sa spécification de conception et aux exigences de la mesure d’exécution qui lui est applicable;
b) établir et gérer les procédures de recherche et de traitement des cas de non-conformité et apporter aux procédures écrites les modifications résultant de l’action corrective; et
c) procéder, au moins une fois tous les trois ans, à un audit interne complet du système de management pour ce qui concerne ses éléments environnementaux.
________________________________________
ANNEXE VI
Déclaration de conformité CE
(visée à l’article 5, paragraphe 3)
La déclaration de conformité CE doit contenir les éléments suivants:
1) le nom et l’adresse du fabricant ou de son mandataire;
2) une description du modèle suffisante pour permettre une identification sans équivoque;
3) le cas échéant, les références des normes harmonisées appliquées;
4) le cas échéant, les autres normes et spécifications techniques utilisées;
5) le cas échéant, la référence à d’autres textes communautaires relatifs à l’apposition du marquage CE; et
6) l’identification et la signature de la personne habilitée à agir au nom du fabricant ou de son mandataire.
________________________________________
ANNEXE VII
Contenu des mesures d’exécution
(visé à l’article 15, paragraphe 8)
La mesure d’exécution doit contenir notamment:
1. la définition exacte du ou des types de produits couverts;
2. la ou les exigences d’écoconception applicables au(x) produit(s) couvert(s), la ou les dates d’application, les mesures ou périodes transitoires ou échelonnées par étapes:
a) dans le cas d’une ou plusieurs exigences d’écoconception génériques, les phases et les aspects pertinents sélectionnés parmi ceux mentionnés à l’annexe I, points 1.1 et 1.2, accompagnés d’exemples de paramètres sélectionnés parmi ceux mentionnés à l’annexe I, point 1.3, à titre d’indication pour l’évaluation des améliorations en ce qui concerne les caractéristiques environnementales identifiées;
b) dans le cas d’une ou plusieurs exigences d’écoconception spécifiques, son ou leur niveau;
3. les paramètres d’écoconception visés à l’annexe I, partie 1, pour lesquels aucune exigence d’écoconception n’est nécessaire;
4. les exigences relatives à l’installation du produit, lorsqu’elle a un intérêt direct pour la performance environnementale du produit considérée;
5. les normes et/ou les méthodes de mesure à utiliser; le cas échéant, les normes harmonisées dont les numéros de référence ont été publiés au Journal officiel de l’Union européenne doivent être utilisées;
6. les informations permettant l’évaluation de la conformité conformément à la décision 93/465/CEE:
a) lorsque le ou les modules à appliquer sont différents du module A, les facteurs conduisant au choix de cette procédure particulière;
b) le cas échéant, les critères pour l’agrément et/ou la certification de tiers.
Lorsque différents modules sont prévus dans d’autres dispositions CE pour le même produit, le module défini dans la mesure d’exécution doit prévaloir pour l’exigence concernée;
7. les exigences relatives aux informations que les fabricants doivent fournir, et notamment les éléments du dossier de documentation technique qui sont requis en vue de faciliter le contrôle de la conformité du produit avec la mesure d’exécution;
8. la durée de la période transitoire au cours de laquelle les États membres doivent autoriser la mise sur le marché et/ou la mise en service des produits qui respectent la réglementation en vigueur sur leur territoire à la date d’adoption de la mesure d’exécution;
9. la date à laquelle la mesure d’exécution sera évaluée et, éventuellement, modifiée, en tenant compte du rythme des progrès technologiques.
________________________________________
ANNEXE VIII
Autoréglementation
(visée à l’article 17)
Outre l’exigence légale fondamentale selon laquelle les initiatives d’autoréglementation doivent être conformes à toutes les dispositions du traité (et notamment aux règles du marché intérieur et de la concurrence) ainsi qu’aux engagements internationaux de la Communauté, y compris les règles du commerce multilatéral, la liste suivante de critères indicatifs, non exhaustive, peut être utilisée afin d’évaluer la recevabilité des initiatives d’autoréglementation à titre de solutions alternatives à une mesure d’exécution s’inscrivant dans le cadre de la présente directive.
1. Libre participation
Les initiatives d’autoréglementation doivent être ouvertes à la participation d’opérateurs de pays tiers, tant au cours de la phase préparatoire qu’au cours de la phase d’exécution.
2. Valeur ajoutée
Les initiatives d’autoréglementation doivent procurer une valeur ajoutée (par rapport à la situation courante) se traduisant par une amélioration de la performance environnementale globale du produit concerné.
3. Représentativité
Les entreprises et leurs associations participant à une action d’autoréglementation doivent représenter une large majorité du secteur économique concerné, avec le moins d’exceptions possible. Il faut veiller au respect des règles de concurrence.
4. Objectifs quantifiés et échelonnés
Les objectifs définis par les parties concernées doivent être établis de manière claire et précise, à partir d’une base bien définie. Si l’initiative d’autoréglementation s’inscrit dans le long terme, des objectifs intermédiaires doivent être prévus. Le contrôle du respect des objectifs et des objectifs intermédiaires doit être possible dans des conditions abordables et de manière crédible, en recourant à des indicateurs clairs et fiables. Les données issues de la recherche ainsi que des informations de base à caractère scientifique et technique doivent faciliter l’élaboration de ces indicateurs.
5. Participation de la société civile
Afin d’assurer la transparence, les initiatives d’autoréglementation doivent être rendues publiques, notamment via l’internet et par d’autres moyens électroniques de diffusion de l’information.
La même remarque doit s’appliquer aux rapports intérimaires et finals. Les parties prenantes, notamment les États membres, les entreprises, les ONG de protection de l’environnement et les associations de consommateurs, doivent être invitées à prendre position sur toute initiative d’autoréglementation.
6. Suivi et rapports
Les initiatives d’autoréglementation doivent comporter un système de suivi bien conçu, définissant clairement les responsabilités des entreprises et des vérificateurs indépendants. Les services de la Commission doivent être invités à contrôler la réalisation des objectifs, en partenariat avec les parties à l’initiative d’autoréglementation.
Le programme de suivi et de rapports doit être détaillé, transparent et objectif. Il appartient aux services de la Commission, assistés par le comité visé à l’article 19, paragraphe 1, d’examiner si les objectifs de l’accord volontaire ou d’autres mesures d’autoréglementation ont été réalisés.
7. Rapport coût/efficacité de la gestion d’une initiative d’autoréglementation
Le coût de la gestion d’une initiative d’autoréglementation, notamment en ce qui concerne le contrôle, ne doit pas entraîner une charge administrative disproportionnée par rapport aux objectifs et à d’autres instruments existants.
8. Durabilité
Les initiatives d’autoréglementation doivent être conformes aux grands objectifs de la présente directive, notamment l’approche intégrée, ainsi qu’aux dimensions économiques et sociales du développement durable. La protection des intérêts des consommateurs, de la santé, de la qualité de la vie et des intérêts économiques doit être prise en compte.
9. Compatibilité des incitations
Les initiatives d’autoréglementation sont peu susceptibles de déboucher sur les résultats escomptés si d’autres facteurs et des mesures d’incitation – pression du marché, fiscalité, législation nationale –envoient des signaux contradictoires aux participants auxdites initiatives. La cohérence des politiques est indispensable à cet égard et doit être prise en compte lors de l’évaluation de l’efficacité de l’initiative.
________________________________________
ANNEXE IX
PARTIE A
Directive abrogée avec liste de ses modifications successives
(visées à l’article 24)
Directive 2005/32/CE du Parlement européen et du Conseil
(JO L 191 du 22.7.2005, p. 29).
Directive 2008/28/CE du Parlement européen et du Conseil
(JO L 81 du 20.3.2008, p. 48).
Article 1er uniquement
PARTIE B
Délais de transposition en droit national
(visés à l’article 24)
Directive Délai de transposition
2005/32/CE 11 août 2007
2008/28/CE —
________________________________________
ANNEXE X
Tableau de correspondance
Directive 2005/32/CE Présente directive
Articles 1er à 20 Articles 1er à 20
Article 21 —
Article 22 —
Article 23 Article 21
Article 24 Article 22
Article 25 —
— Article 23
— Article 24
Article 26 Article 25
Article 27 Article 26
Annexes I à VIII Annexes I à VIII
— Annexe IX
— Annexe X
http://eur-lex.europa.eu/legal-content/FR/TXT/HTML/?uri=CELEX:32009L0125&from=FR


 est définie de la façon suivante :
est définie de la façon suivante :
 ,
, 
 et devra être estimée au cas par cas.
et devra être estimée au cas par cas. séquences erronées de base,
séquences erronées de base,  séquences erronées en combinant les séquences de base deux à deux, etc..., et enfin une séquence erronée en combinant toutes les séquences de base, soit
séquences erronées en combinant les séquences de base deux à deux, etc..., et enfin une séquence erronée en combinant toutes les séquences de base, soit 

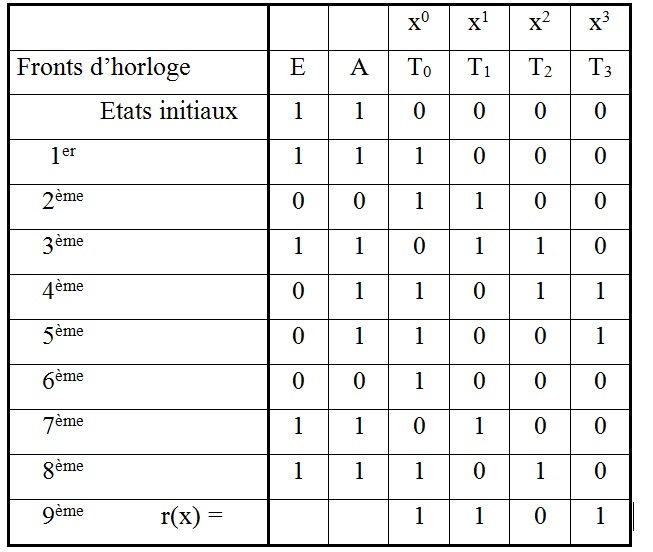
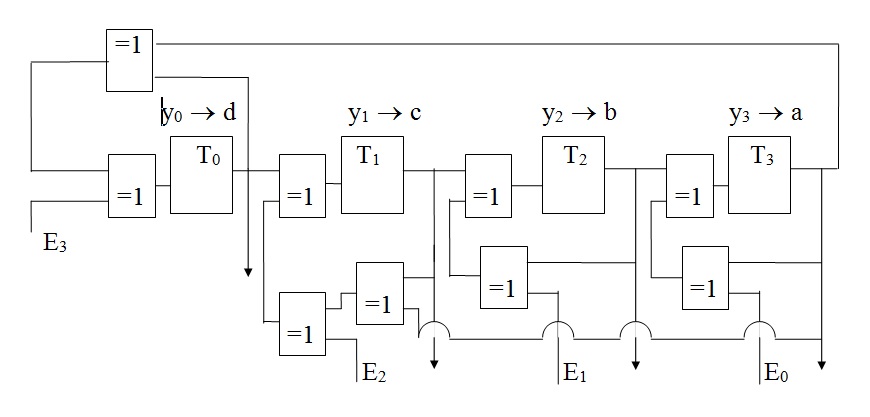
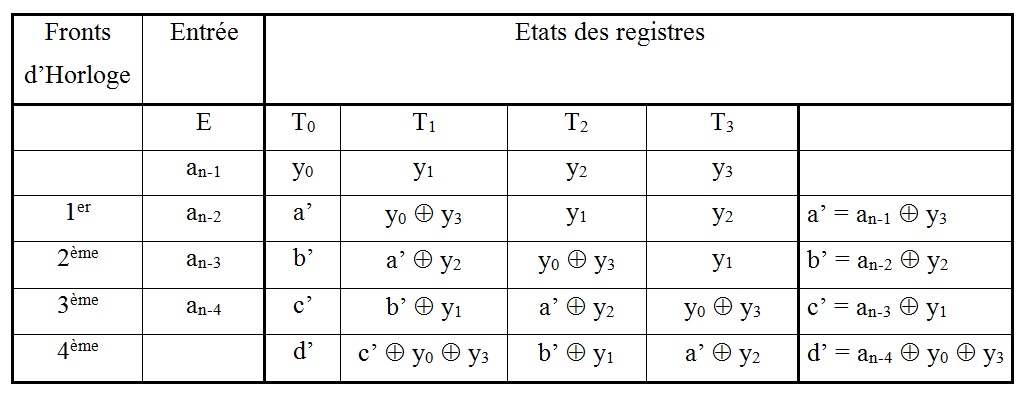
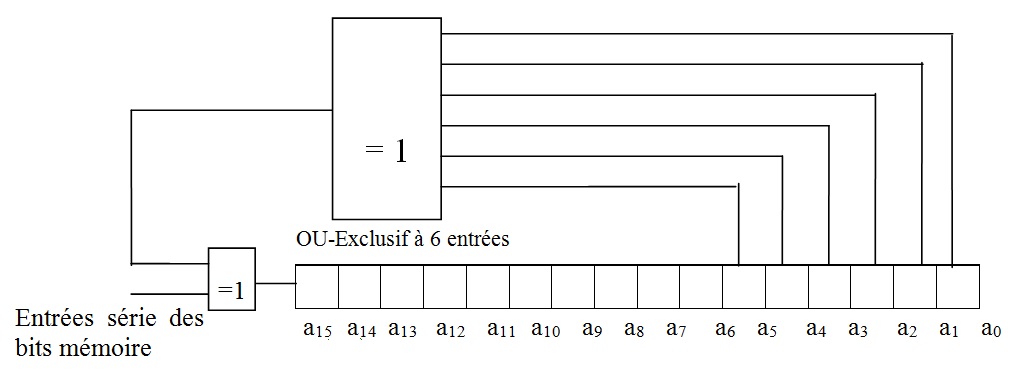





 de combinaisons des « N » octets dont la somme est identique à la somme « S » obtenue sur les octets de la séquence d’informations en l’absence d’erreurs.
de combinaisons des « N » octets dont la somme est identique à la somme « S » obtenue sur les octets de la séquence d’informations en l’absence d’erreurs.

 ; P = 8 bits (Nombre de bits dans un octet)
; P = 8 bits (Nombre de bits dans un octet)

 et
et 
 et
et 
 et
et 

 .
.
 dmin:
dmin:
 H erreurs telle que dmin
H erreurs telle que dmin
 .
.



 (ratio de la somme des erreurs non détectées sur l'ensemble des cas possibles).
(ratio de la somme des erreurs non détectées sur l'ensemble des cas possibles).